3Dプリント品の方で板金が曲げられるって知っていました??
これができればDIYの幅がかなり広がる!
2mmくらいのアルミ & 鉄であれば結構きれいに行けるので
そのやり方について解説していきます!
動画で確認したい方はコチラ↓↓
3Dプリンター型 で 板金加工 はできる??万力まげまげ機 DIY
3Dプリンターをお持ちの方!
もくじ
プラスチックだけじゃなくて金属も加工したいですよね!
板金自体はホームセンターとかで買えるんだけど
金属の加工依頼ってハードル高いですよね。。
ネットで調べても個人依頼を受けてるとこってまだまだ少ない。。
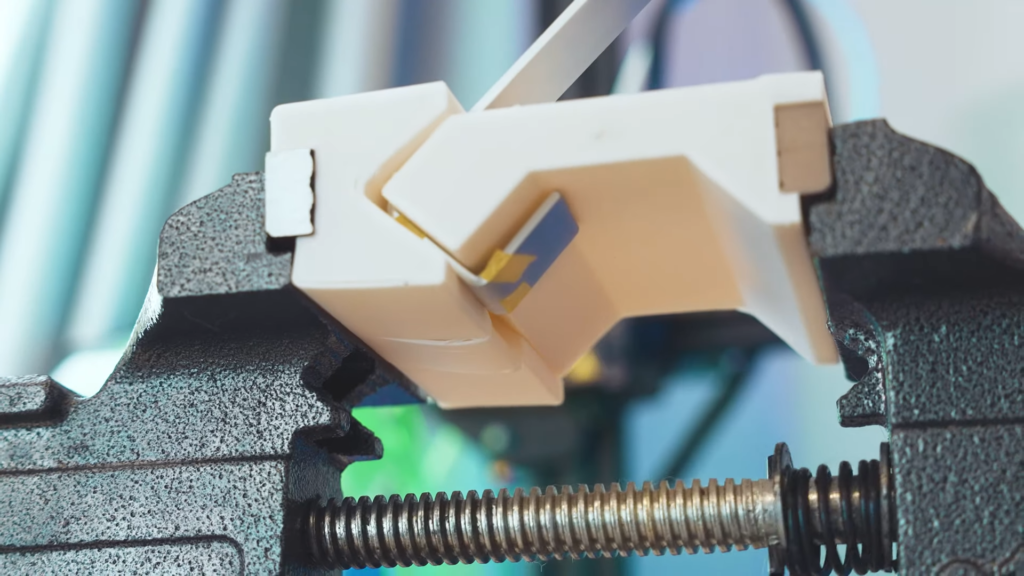
今回は3Dプリンターでパンチとダイって呼ばれる凸凹を作って
金属の板を曲げていきます!
曲げ+カットだけでも自分でできれば作品の幅が広がります!
ちなみにダイにはマグネットを仕込んで万力にくっつくように作っていきます!
金属のカット
アルミの板であれば、1mm~1.5mmなら
先がかぎづめ状になってるカッターで結構簡単にカットできます。


定規などを当てて、同じ箇所を何度もなでるように切り込みを入れます。
切れ込みが入ったら慎重に折り曲げて切断できます。

鉄とかの棒であれば、ノコギリでカットもできます。
タッピング
実はアルミとか鉄ならM3のタップを立てることができます。
ネジ穴が開くことで、ネジが締めれる!これは大きいですよね。



曲げチャレンジ!
板金の曲げ加工とは。。
まずは板金の一般的な曲げの知識を簡単に解説します。
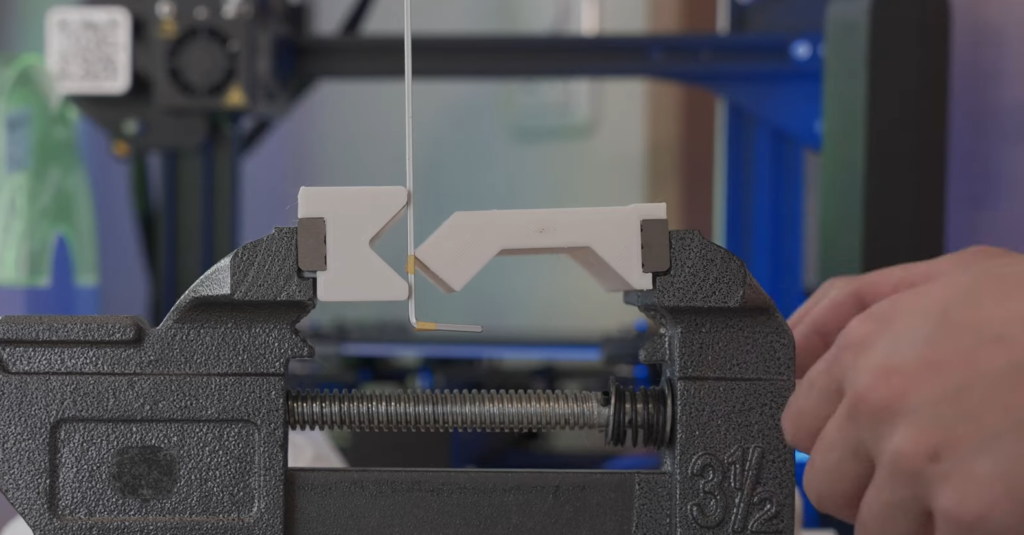
凸をパンチって言います。凹をダイって言います。
パンチとダイの間に板金を挟んでおいて
パンチとダイの隙間を狭めていって左右の押す力で板金を曲げていきます。
空気に触れた状態で曲げていく方法がエアベンドって呼ばれて
ボトミングとかパーシャルベンディングっていう2種類があります。
他にもコイニングっていう方法もあったり、
色々ありますが、自作する分にはあまり気にしなくてOKです。
詳しく知りたい方はコチラ↓↓
【生産技術のツボ】プレス加工の原理(塑性変形とスプリングバック)
設計のポイント
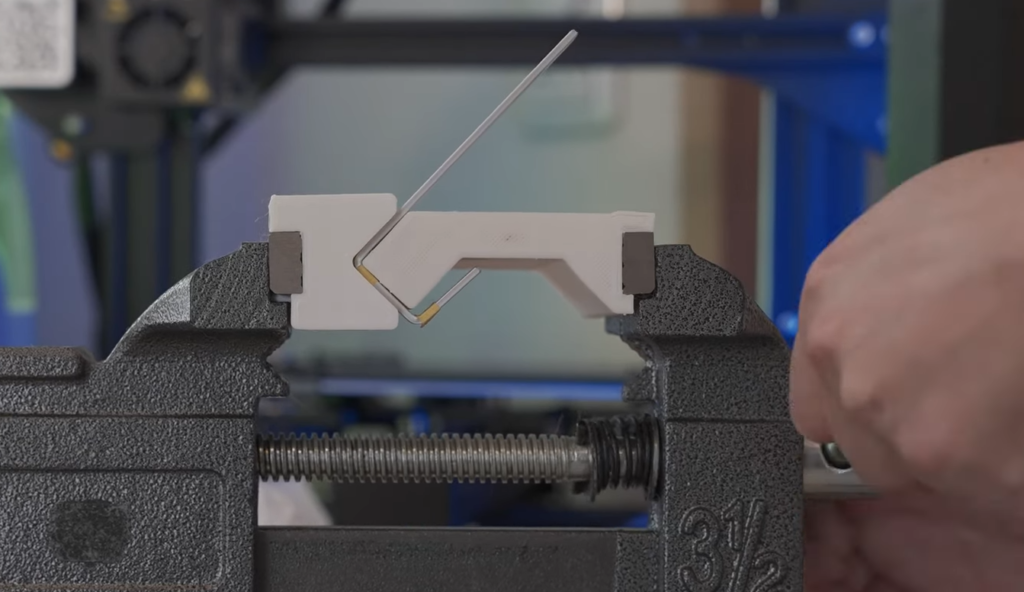
ただの三角形の凸凹でなく、
先端がツルのような形になっているパンチもあります。
これは板金を二度曲げしてコの字形状に曲げたいときにパンチと干渉してしまうのを
避けるための形状です。
自分が欲しい板金形状に合わせてパンチを設計しましょう。
もう一点設計時に注意することといえば、ダイの三角形の幅です。

曲げる金属の板厚の12倍くらいにしておけば間違いないです。
今回は板厚最大2mmまで加工したいので25mmにしました。
パンチの先端Rについては、曲げた板金の内Rになります。
板金板厚と同じくらいが自分的にはお勧めです。
(板金2mmだったら先端R2mmって感じ)

それ以下にしてしまうと板金が割れてしまったりといったトラブルになる
原因になります。
今回も板厚2mmにチャレンジするのでR2でやっていきます!
スプリングバック
ダイとパンチを押し付けて曲げると
押しつけを解除した際に曲げ角度が少し戻ります。
これをスプリングバックっていうんです。
直訳するとばね戻りですね。
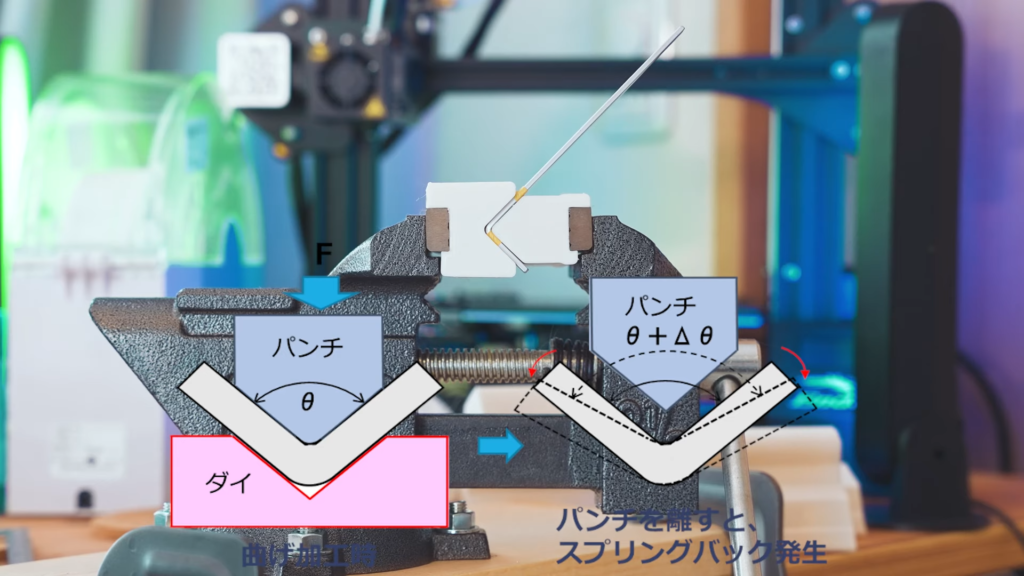
なので、もともとの曲げたい角度よりもちょっとキツイ角度で
パンチとダイを設計してください。
(90°で曲げたかったら86~88°にするといいです。)
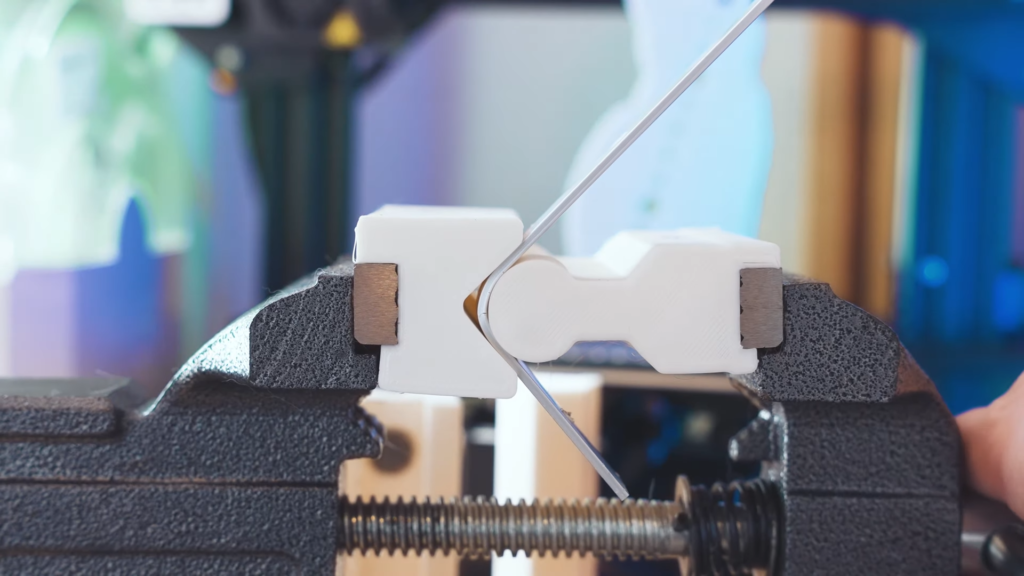
自分がやってみたおすすめする方法を紹介します。
90°に曲げたいときは、ちょっとキツめの88°と結構キツめの75°の2パターンの
パンチを用意して
88°の方でしっかり曲げて、スプリングバックを75°の方で調整しながら曲げるっていう
やり方です。
プリント条件
今回はCrealityのEnder3Proっていう3Dプリンターを使って造形します。
材料は普通のPLAです。ぶっちゃけ自分はおまけでついてきたフィラメントを使いました。

設定としては以下の条件だけ変えて、ほとんどデフォルトで刷りました。
- インフィル30%
- ライン
加工板金の種類
アルミと鉄の2種類にチャレンジします。
板厚は最大2mmでやっていきます。
加工の順番
例えばコの字に板金を加工する場合は
曲げる順番を間違えると型に板金が干渉して加工できなくなってしまいます。

これ結構注意ポイント!
複雑な形状になると結構考えないと加工できなくて悲しくなっちゃいます。
教科書に載ってても実際に経験するとなるほどなーってなります(笑)
ちなみにダイとパンチを途中で止めれば中途半端な角度でも曲げられます。
曲げていく!
最大で2mmまで曲げていくよ。
まずは1mmの鉄板!測ったら0.96mmだったけど

めちゃくちゃ簡単に曲げれました。
やわらかい金属って感じ。

斜めの角度でも簡単に曲げられました。

次は1.27mmの鉄!幅が結構あるから厳しそう。。

手では絶対に曲げれない。
同様に簡単に曲げられました。
いい感じ!

余裕でした。
次は2mmの鉄!結構厚い。。ホームセンターに売っている一般的な鉄板ですね。

いい感じに曲げられました。

スプリングバックは結構大きいので前述の方法で調整しながら曲げるといいかも!

印象としては板厚2mmは鉄もアルミもきついかも、、
プラスチックの型がミシミシいっててだんだん壊れてる感じでした。
1.5mmなら結構余裕だったので、この間に限界があるかも!
2mmいきたい人はインフィルを上げたり、パンチの先端に金属棒を仕込むといいです。
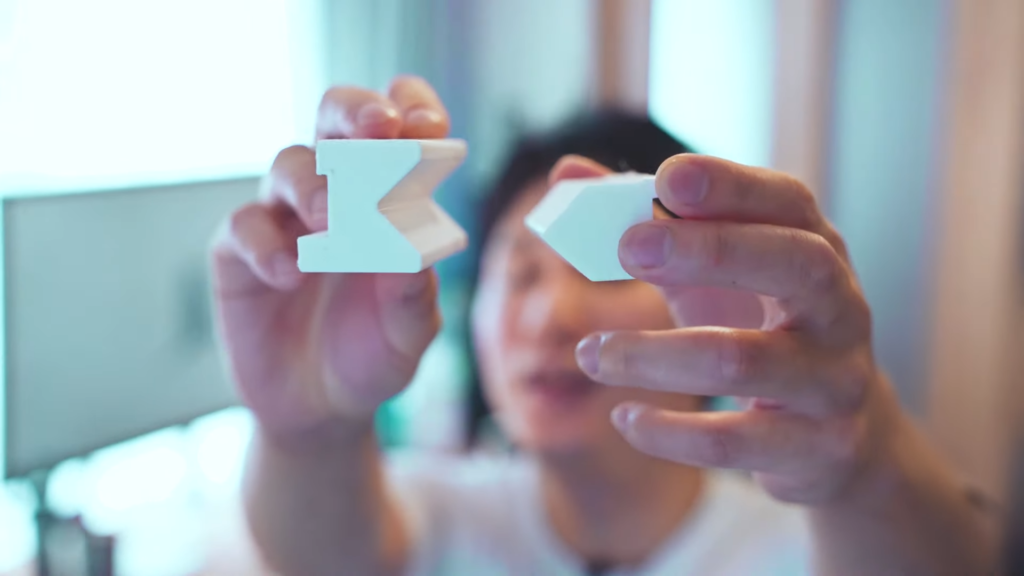
こんなこともできちゃう!
直径20mmの円柱をパンチにすると
ゆるやかな曲げRの板金を作れちゃう。
結構かわいいですよね。
ぜひDIYの幅を広げて楽しい3Dプリンターライフをー!
おすすめの記事↓↓
【初心者必見】Fusion360 でトップダウン設計!モデリング/アセンブリ方法
プリッツをポッキーになるまで撃ち続けたらヤバいことになったwww