どうも、かけるです。
今日は、フィラメントの湿気対策を紹介していきます。
最近ね、梅雨というか。雨が続いてますよね。
でこれからね、梅雨が本格化していくっていう感じですね。
雨続きで湿度もすごく高くなってきて、しかも高温というところで
かなり3Dプリンターをやっている方にとっては
嫌な季節がきかなという感じだと思うんですよね 。
もくじ
動画で確認したい方はコチラ↓↓
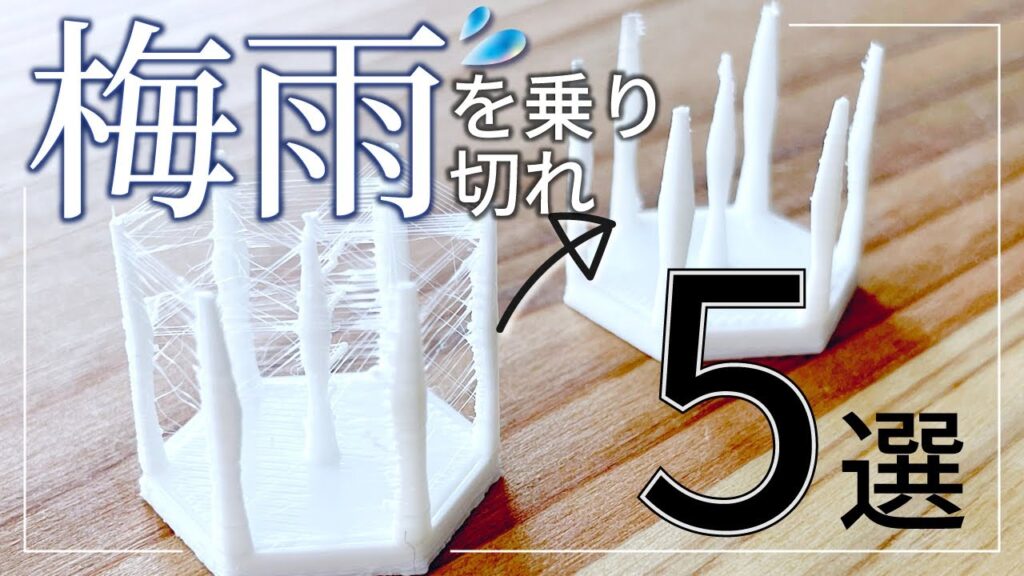
梅雨を乗り切れ!! 3Dプリンター の湿気対策 5選 // 予防 → フィラメント 復活まで
日本はいつでも厳しい環境
3Dプリンターのプリントクオリティーはいつだって下げたくないですよね。
今回は、自分がやっていてお勧めする湿気対策を5個ぐらい
紹介したいかなというふうに思っています。
日本って梅雨があったり、一年を通して湿度が高いんですよね。
なので3Dプリンターにとっては、かなり
環境が悪い国なんです!
なんかもう、年中通してフィラメントふやける!みたいな。
そんな中で3Dプリンターをお使いのみなさんなら
年中、特に今の時期にいろいろ悩んで対策を調べていると思います。
フィラメントが吸水してしまうとおこるトラブル
吸湿すると、フィラメントが水を吸ってしまうとどうなる?
っていうところですね。
まず、皆さん経験あると思うんですけど、、、
パパッとね紹介しようかな。
第一に、糸引きが発生します!
画像のとおり、
構造と構造の間に糸みたいなものがたくさん引いてしまいます。

(Nature3D様記事「PLAフィラメントが吸水すると造形品にどんな影響が出る?」)
他にも層と層の定着不良が起きて、
途中でプリントが定着しないで失敗っていうトラブルにつながります。
途中でモデルが剥がれてしまったり
お団子みたいなものがヘッドについて固まってしまったりといったトラブルも発生します。
ノズル詰まりの原因にもなるんですよね。
なのでやっぱり、できるだけフィラメントに水吸わせないように扱うことが重要になってきます。
なので、そういうことが起きないように
今回は対策していきましょう。
この梅雨、ちゃんと対策して乗り切っていきましょう。
湿気対策
早速内容の方に入っていきましょう。
じゃあ、対策っていうことで、プリントの設定でもかなり
改善できるところがあるので設定のお話、していきます!
そのあとに、吸水してしまったフィラメントを復活させる方法も紹介するので
ぜひ、最後までお付き合いください!
吸湿してしまったら「おしまい」では、悲しすぎますもんね
大きく分けて3つのお話ししていこうかなっていう思ってます。
小分け乾燥袋で保管

でまずは最初に、こういう感じですね。
吸わせないっていう対策で自分はジプロックに
フィラメントを入れて、かつこういう感じでOZOっていう乾燥剤を入れて
かつ、湿度計も入れています。



この中に入れて
外気とシャットアウトして、乾燥剤も入れることで
ちゃんとこの中の湿度を低い状態で保つっていう対策ですね。

中に湿度計を入れることで
乾燥剤の交換期を確認できます。
画像のように中の湿度が30%とかになったら
乾燥剤を交換したり、袋に穴が開いていないか確認してください。
ちなみに自分が使っている乾燥剤は、OZOっていうものです。

前まではシリカゲルとか、その辺の乾燥剤を使っていたんですけど
機能的にフィラメントの保管には適さないと思ったのでやめました。
そういう乾燥剤って基本的に
「湿度を、水分を吸着する」っていう感じで湿度を管理してるんです。
吸着しているだけなので
条件によってその吸着がはがれて水分を放出したりするんですよね。
せっかく吸着してくれたものを袋の中とかに放出しちゃう
っていう可能性があるということで、使用をやめました。
じゃあどんなものがいいのっていうと、
今のところのオススメはこのOZOとかの
塩化マグネシウム系の乾燥剤です。
塩化マグネシウム系というのは
「水分を使って化学反応する」っていう原理で湿度を管理します。
吸水した水分が放出されるということがないんですよね。
熱かったり低かったりといった気温にあまり影響されずに
吸湿の効果が高いという特徴もあります。
シリカゲルと比べると、2倍~7倍ぐらい湿度を吸います。
吸湿が終わると固まって固体になります。

(http://ozokagaku.co.jp/hikaku.html)
元は袋を振るとサラサラなるので、振ると固まっているかわかります。
なので、確認して固体になってたら捨てるという感じで管理できます。
やっぱりね、化学反応を使っているので
繰り返し使えるものではないんですけど
そんなに値段も高いわけでもないので
これ使っておくのが今のところ一番ベストですかね。
というところで自分としても一つの解として
今は運用しているという形ですね。
自分が使ってるこのOZOはKINGっていうメーカーから出ています。
amazonでも買えますね。一応ね、12個パックで2200円位。
4個パックも790円っていう感じですね。(2020/5現在)
1個あたりだいたい183円とか198円くらいで買えるもの。
結構気軽に使えるお値段ですよね。
このOZOというもの、結構信頼性あるんですよね。
Flashforgeや、あと有名なPolymakerといったフィラメントメーカーからも
これのパッケージだけ変えたものが販売されています。

売られているのは、五個パックで1,100円ぐらいなんですよね。
1個あたり220円という感じなので
まあ価格的に普通にOZOの方をAmazonとかで買うのがお得ですかね。
ちなみにこの湿度計。なんでもいいんですけど
自分は amazon で4個で1,600円ぐらいで買えるものを使っています。
まあ別に湿度が目安としてわかればいいので、
小型でこの袋の中にポンと入れられればなんでもOKです。
ちなみにこの袋。透明なものを使っているんですけど
透明なもの。ジップロックも含めて、やっぱり若干湿度通すんですよね。
自分は、湿度計も見たいので透明のものを使っているんですけど
「絶対に湿度を通したくないよー」という人は
こういうねアルミの袋ですね。

結構高価なので自分は、あまり使ってないです。
自分が持っているのはFlashforgeのMODERAを買ったときについてきたやつですね。
こういう奴に入れると、より湿度を通さないです。
ちゃんと保管したいよーっていう人は、こういうアルミの蒸着したビニール袋を
使って管理してあげてください。

ちなみに、余談になってくるんですけど
ポテチの袋も透明じゃない理由っていうのは
フィラメントと同様に湿気に弱いポテチを湿度から守るためっていうことで、
ちゃんとアルミを蒸着して湿度とかを通さない袋をつかっているんです。
造形中もフィラメントボックスで管理

湿度を吸わせないっていうところで
自分はプリント中もできるだけ、湿度を吸わせたくないので
こういうボックスにフィラメントと乾燥剤を入れて対策しています。
プリンターに入る直前までチューブを伸ばして
できるだけね外気に触れないようにしています。
安く済ませたいという方は
DIYで、乾燥剤を一緒に入れて除湿するケースの作り方も紹介しているので、
ぜひ、参考にDIYで作ってみるのもいいと思います!
これについては後で詳しく書きます。
スライサーのセッティングで糸引き対策
プリントする際には、スライサーで
プリントのセッティングすると思うんですけど
その際に設定をいじることで糸引きを対策できちゃいます。
ノズル温度

まずノズルの温度は、できるだけ低くするというのが一つのポイントになってきます。
高温で樹脂を溶かすと柔らかくなってビョーンと伸びるようになりますよね。
プリント時のノズル温度を下げることで、このビョーンと伸びるのを防止できます。
リトラクション設定

あとリトラクションというところですよね。
ヘッドから造形して
で一回樹脂の押し出しを留めて移動、そして次のところでまた造形する。
その間が糸引きになるっていう感じなんです。
その造形していたところから
次のところに造形するまでの間のところで
フィラメントの材料をちょっと戻してあげるんですね。
まぁそういう動作をしてできるだけ
樹脂が垂れないように次のところに移動ことを
リトラクションといいます。
その引っこ抜く距離を長くとってあげることが糸引きの対策になります。
Adventurer3の場合はデフォルトでは5mmだけ引き戻しているんですけど、
その距離を8mmとか10mm とかに増やしてあげます。
なので、皆さんがお使いのプリンターもデフォルトの引き戻し距離を確認して、
そこから引き戻し距離をちょっと伸ばしてあげてください。
それで造形してみて最適な設定を見つけてあげるのが一番いいと思います。
湿気ってしまったフィラメントの復活方法
「1回湿度を吸ってしまったものをどうやって復活させるの?」
「捨てるのもったいないじゃん」っていうところで
どうやって復活させるのっていう話ですね。
基本的には加熱するという形で復活させるということ方法になります。
ジップロックにフィラメントを入れてかなり強力な
乾燥剤を入れて復活させるっていうところも
できなくはないんですけど
ちょっと時間がかかったりとか
お金もねこの一袋で200円ぐらいちゃうのでちょっとね コスパも悪いですよね。

なのでおすすめのやり方としては加熱っていう感じになりますね。
どういうふうに加熱させるのかというところなんですけど
一番安くすませるという話で言うと
フードドライヤーっていうなんかねあの
ドライフルーツとか作る機械が
amazon とかで売られているんですけど
それを改造して作るという方法もあります。

(フィラメント乾燥機の作り方(食品乾燥機ドライフルーツメーカー)/Nature3D様記事)
一台5000円くらいで改造して
中の温度が70℃ぐらいまで上がるらしいので
これで乾燥させるって言う方法もあります。
リンクの記事で詳しく作り方を紹介してあります。
フィラメント乾燥機の作り方(食品乾燥機ドライフルーツメーカー)/Nature3D様記事
一応専用の物で、自分も使っているものを紹介します。

ちなみに、フィラメントの中の水分ってこういう樹脂の鎖みたいな

分子鎖とかという感じで言うらしいけど、
そこに絡みついているみたいです。
その絡みついた水分を温度を上げてちょっと緩くしてあげて飛ばすっていう感じが
一番効率よく水分を飛ばす方法だったりするんですよね。
なので、加熱っていう形になってきます。
で、自分の使っているもののほかにもいろいろあるので、
フードドライヤーとかも含めると4個紹介します。
BIQU【eSUN】eBOX
で1個目がeSunっていうブランドのフィラメントドライヤーですね。
自分が使ってるものになっています。
現在の価格が1万円ですね。
ちょっと高めなんですけど、中の温度が50℃まで上げることができて
ファンもついていて、中に乾燥剤を入れることもできます。
でちなみに重量計もついているので、
あとどれくらいフィラメントが残ってるか とかを確認することもできます。
SUNLUドライボックス
でもう一個が、自分が探していた時には簡単に手に入らなかったので
自分はあとから購入しました。
もう一個ね、安くてオススメなのが
SUNLUが出しているフィラメントドライヤーですね。
eSunと同じようにね、フィラメントをセットして、直接乾燥させながら
プリンターに送ったりとかもできるものになっています。
これだとね6000円ぐらいですね。

温度が、中が55℃まであげることができるので
機能的にはかなりいいんじゃないかなというふうに思ってます。
実際に使ってみてもeSunと比べて遜色なく使えているので、安いしオススメです!
EIBOS 3D Filament Dryer CYCLOPES
で、今一番自分が注目しているのが
EIBOSっていうブランドのフィラメントドライヤーですね。
それだと1キロのフィラメントが2本入るという形になってます。
で温度も70℃まで上げられる。
PLAも、まあもちろん使えるんですけど
PETとか、かなり幅広い樹脂にも対応している!
最近やっとAmazonで買えるようになりました。
今までは、その専用のサイト。海外のサイトで注文する感じでした。
EIBOS 3D Filament Dryer CYCLOPES
日本に送って欲しい人は住所とか
全部コメントとか日本語で書いてねっていう感じで、
日本語で対応してくれるらしいので
そんなにハードルが高いって訳でもなかったんですけど、
より敷居が下がったって感じですよね。
一応、価格が14,800円くらい。で買えるものになってます。
ちょっと高いですけど、性能的にちゃんと大きいモノが入って
かなり温度も高いのでこれが一番いいんじゃないかなぁとは
個人的に思っていますね。
吸湿してしまったフィラメントってどこまで復活できる?

というところで加熱したら治るよって言ってるんですけど
そういうことを言われても、ちょっとわかんないよっていう感じだと思うので
実際ね 吸湿したフィラメントを用意しました。
それをね8時間。eSunの乾燥機でフルパワーで乾燥していきます。
(設定上50℃かな。実際温度計で測ると40℃ぐらいまでしか上がってなかったりするんですけど)
どれくらい復活するのかというのを検証して終わりにしていこうかな。
最後にちょっとしたチップスも実践して紹介します。
じゃあ実際にモノを見てもらいましょう。
これが乾燥前です。完全に吸湿して糸引きしています。

8時間乾燥後。フルパワーで除湿したものがこれです。
だいぶ糸引きが改善されているのがわかりますね。

でこれが、それプラス、リトラクションを5mmから8mm変えたり
ノズル温度をちょっと下げたりしたっていう感じですね。

電気代については、6時間フルパワーで乾燥しても2.4円ぐらいですね。
なので電気代的にはそんなに気にしなくてもいいかなという感じです。

今回検証に使ったのが、PolymakerのPolylite PLAっていうPLA樹脂です。
新品で二年間、購入した後ちょっと開封したまま保管していたものですね。
糸引きだけじゃなくて、変な枝っぽい形状とかもできてしまってるぐらい
かなり劣化してしまっています。
ちなみに、よーく見ると
筋っぽい感じで定着不良とかも起きてるんですね。

層と層があんまりいい感じに定着してくれてないので
強度とかも、ちょっとどうかなっていう感じの
仕上がりになってしまっています。
次ですね。

どうでしょうか。
これはね、8時間フルパワーで乾燥させたっていう感じですね。
効果としてはね、やっぱり乾燥は1番目に見えて分かりやすいですね。
ちなみに新品のものでも糸引き出るように自分でモデルをカスタムして作ってるので
これくらいだったら全然許容かなという感じですね。
で最後がちょっとね、差がわかりづらいかもしれないんですけど
肉眼だとに結構 差がわかります。
リトラクションを調整しました。

糸引き的には若干少なくはなっていますね。
それより、形状のところがキレイに、お団子とかもできずに
印刷できていますね。
というところで乾燥させた効果を見てもらいました。
糸引きしてしまったモデルの対処法
「糸引きしちゃったよ どうにかしたよ 綺麗に辞去したいよ」
ってところで、糸引き対策ではないんですけど
糸引きの追加工というところですね。

ライターで火を軽く当てます。
本当に軽くだけあてるときれいにこういうの除去できる!

あんまり当てすぎると焦げちゃったりするんですけど
まぁこれちょっと細いのでちょっと焦げちゃいました。
普通の面だったら
一瞬炙るくらいだったら、全然 大丈夫なので
糸引きはライターで除去してあげると
すごくいいんじゃないかなというふうに思います!
というところでね 今回は乾燥というか
湿度対策、糸引きどうやってなくすの?とか
定着不良どうするの?とかそこら辺のお話をしていきました。
っていうところでね、また次回の記事でお会いしましょう。
バイバーイ
この記事を読んだ方にオススメの記事↓↓
【初心者必見】激安2.4万円から3Dプリンターの始め方 特徴とオススメ徹底解説
【マット系】次世代おしゃれフィラメントのの決定版!PolyTerra PLA 3Dプリンター
【激安!】2.8万円で知識0からはじめる レーザー加工機 // LASERSTORM L5



1 Response
[…] 梅雨を乗り切れ!! 3Dプリンター の湿気対策 5選 // 予防 → フィラメント … […]