どうも、かけるです。
みなさん、まだ3Dプリンタ品を手で回収してますか?
自動収穫して、再加熱して再度プリントを開始してくれるプログラムさえ作れば!
外出中でも大量の部品を作ることができちゃいます。
どーげどげどげどげどげッ(笑)

一本残り。
動画で確認したい方はコチラ↓↓
どげっ!!3Dプリンター で量産する方法 Ender 3 / Creality
もくじ
量産の夢

「どげ」って友達のYoutuberの「きすみ」さんの持ちネタ!
面白いですよね。
きすみさん、「どげ」使用快諾めっちゃありがとうございました。
きすみさんのYoutubeチャンネルはコチラ↓↓
https://www.youtube.com/channel/UC99oQMKAPOHYVi4LHvGVZSA
どうでしたかね「どげ」の量産。
「どげ、どげ、どげ」という感じで
できたモデルを弾き飛ばしてプリンターの下に設置した箱の中に
ポコポコ入れつつどんどん新しいモデルを
印刷して量産していくという方法をこの記事では紹介していきます!
っていうのもね、やっぱり3Dプリンターって
もう電源入れてプリントのデータを選んで実行
ってするとプリントが印刷が終わって造形物ができます。
それを勝手にこいつが剥がしてくれたりはしないので
それを人が剥がして、また印刷の次のデータを選んで実行して、、、
っていうことをしなくてはいけません。
連続でやってくれるということはないので、
プリント完了からタイムロスがある。。ちょっと無駄だよね。
もっとねスピーディに連続的にね
量産できたらめっちゃいいよね!
いうところで今回は簡単にG-codeいじったりします!
毛嫌いせずにチャレンジできると思います!
お遊びでボーリングなんかもできちゃいます(笑)
今日はEnder3-Proというものを使って紹介しますが、
基本的にはどのプリンターでも原理は一緒なので、ぜひ参考にしてみてください。

ベルトコンベア式 CR-30でもできるけど。。
ちょっと前にCR-30というベルトコンベア式
の3Dプリンターを紹介したことが ありました。
ベルトコンベア式 3Dプリンター CR-30 の実力 + 使いこなしのコツ 7選
これの場合はベルトコンベア式なのでベルトコンベアで送られて端っこで
ポコッポコッ てね
モデルが外れるので、より量産に向いているプリンターです。

かつ、剣とか ロンギヌスの槍とか
長物に特化したプリンター。

ベルトコンベアの進行方向に
対してはワークサイズに無限っていう感じ!
そういうところに特化した
プリンターだったりするんですけど
それだけじゃなくてね。
こういう普通のEnder3とかの3Dプリンターでも量産できるんだよというところで
今回はやっていこうかなというふうに思っています。
G-code無料公開
基本的に下記で公開ているG-codeを
コピーしてペーストして
ちょこちょこ自分に合わせて数値変えてもらえば機能する内容です!
G-codeの具体的な内容は後で詳しく解説するので、
チャレンジしていただけたらすごくいいかなっていうふうに思います。
単発どげ G-cord
G92 E0 ; Reset Extruder
G28 ; Home all axes
;Custom_Doge
G91 ;Relative Positioning
G1 Z5 F5000
;CoolDown-Platform
M140 S35
M105
M190 S35
M300 S400 P400
M117 Wait 3min
G4 S180
M300 S400 P400
G90 ;Absolute positionning
G1 Y220 F5000
G1 X108 F5000
G1 Z20 F5000
G1 Y200 F1000
G4 S3
G1 Y0 F5000
G28 ; Home all axes
M300 S400 P400
;Heat-Platform
M140 S70
M105
M190 S70
;Custom_Doge-END
平行複数回どげ G-cord
G92 E0 ; Reset Extruder
G28 ; Home all axes
;Custom_Doge
G91 ;Relative Positioning
G1 Z20 F5000
G60 S0
G90 ;Absolute positionning
;1
G1 Y220 F5000
G1 X0 F5000
G1 Z2 F5000
G4 S1
G1 Y0 F5000
G1 Z20 F5000
;2
G1 Y220 F5000
G1 X60 F5000
G1 Z2 F5000
G4 S1
G1 Y0 F5000
G1 Z20 F5000
;3
G1 Y220 F5000
G1 X120 F5000
G1 Z2 F5000
G4 S1
G1 Y0 F5000
G1 Z20 F5000
;4
G1 Y220 F5000
G1 X180 F5000
G1 Z2 F5000
G4 S1
G1 Y0 F5000
G1 Z20 F5000
;5
G1 Y220 F5000
G1 X220 F5000
G1 Z2 F5000
G4 S1
G1 Y0 F5000
G1 Z20 F5000
G28 ; Home all axes
;Custom_Doge-END
今回のセッティング
今回はこんな感じでヘッドにカバーをつけてます。

普通のデフォルトのカバーで
海外のYoutuberさんとかやっているので、まぁいらないですね。
今回はネタ的につけたという感じ!
きすみさんパワーを注入したっていう感じになってます。

サムネではこの3Dプリンターを斜めにしてやってたんですけど
これは、ベッドのクリアランスが変わってきてしまって
不具合が起きたりしたので、普通に水平でやるのがいいかなと思ってます。
でこの受け皿的なやつを、このフレームの下に配置してください!

あとねこういう受け皿とかいらないよーっていう人はね
こういう机の端っこのところに
ステージをギリギリまで持ってきて
印刷したものがこの机の下に落ちるっていうセッティングにしてもいいと思います。

モデルが落ちるところにクッションとか
置いておいてもいいかもしれないですね。
スライス設定
じゃあ設定の方、やっていきましょう。
まずは、スライサーのポイントっていうところからやっていきます。
モデルを置いたところから、回転させてます。
回転はあんまりポイントではないんですけど(笑)
ステージの前方にモデルを置くってところが
ポイントっていう感じになります。


「どげ」という感じで、ヘッドでモデルを弾き飛ばしたときに
すぐにステージから落っこちてくれる位置というところが
すごくいいと思います。


G-codeを普段からいじるって言うと
だいたい自分はこのプリンターの
プリンター設定っていうところの
「開始のG-code」と「終了のG-code」というところを
イジってしまうんですけれど


今回はメモ帳っていうところで
直で、G-codeをいじっていくのでここらへんは今回はいじりません。
あとはそのままスライスしていくんですけど
スライスする時のひとつのポイントとして
ビルドプレート密着性というところだけなし。
ラフトもドリムとかも
つないような状態にしてみてください。

G-code内容徹底解説
スライスができたらファイルに保存で
そのファイルをメモ帳のところに
ドラッグ&ドロップしてみてください。
そうするとG-codeの中身をこんな感じで見ることができます。

こういうふうに「G」で始まる命令文が上からバーッと
連なっているので、
「G-code」って言うんだと思うんですけど
これがG-codeです。
例えばG1で 「X」「Y」 とか「E」 とか色々書いてあると
思うんですけど、これはね
「 XY のところに直線 移動しなさい。そしてEのところですね。
この3ミリぐらいのところフィラメント 押し出しながら移動しなさい」
っていうような 命令になります。

基本的にはねこれの連続で造形をしていく形になります。
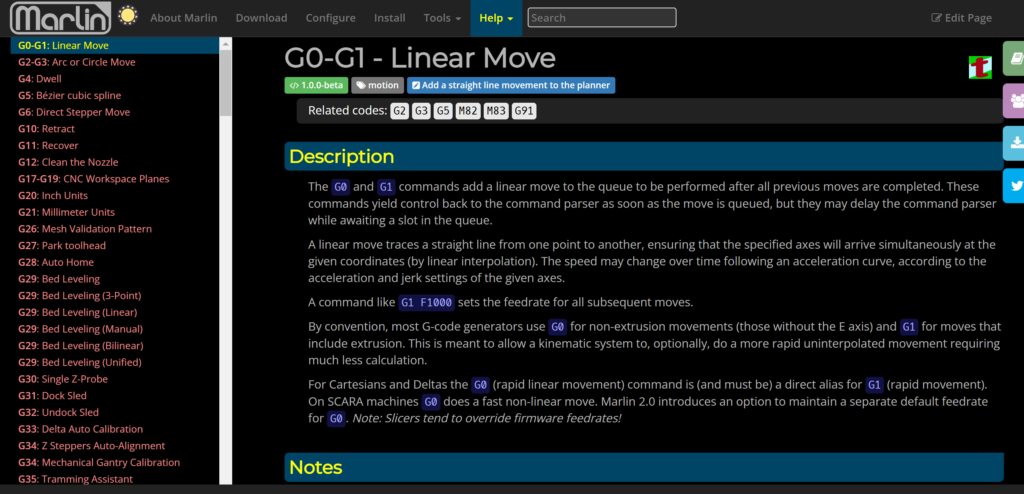
でこのG-codeをいろいろ他のものも詳しく知りたいよー
っていう人は自分がいつも参考にしてるサイトを
下に貼っとくのでよかったらみてみてください。
右クリックで日本語に翻訳ってするとより見やすくなると思います。
ちなみにサイトはこんな感じで「G1」は
線形移動・直線の移動という感じでちゃんと詳しく説明が書いてあります。
難しいところは置いておいて今回にいじるところは印刷した後に
吹き飛ばす動作を入れるので一番最後のところですね。

印刷し終わってファンとか
温度とかを下げるという命令のすぐ前に
今回、作成した文を追加するという形になります。
この文ですね。
一番上の「;Custom_Doge」って書いているところから
「;Custom_Doge-END 」というところまでを
コピーしてここに貼り付ければ基本的にOKという感じになります。

ちょっとだけ内容話しちゃうと
「G91 ;Relative Positioning」っていう命令で
相対座標系→「今いる位置からどれくらい動かすか」
っていう座標系に切り替えます。
「G1 Z5 F5000」
5ミリだけ上にちょっとねヘッドを退避します。
それでね印刷したモデルにヘッドが衝突しないようにする
っていうこと。
次に「;Cooldown-Platform」っていう命令で
ベッドを冷やします。
「;CoolDown-Platform
M140 S35
M105
M190 S35」
この文では、35度に設定して命令は入れてます!
冷やして剥がれやすくなるベッドでは有効です。
それ以外のベッドをつかっている人はこの指示が要らないので、
その文の前に「;」を入れておきましょう。
「;」を打った文章の「;」から右側は無視して飛ばしてG-codeを処理してくれる
3Dプリンターが飛ばして読んでくれるという形です。
今回はプラットフォームの温度を下げないので
「;」を打っておきます。
「M300 S400 P400
M117 Wait 3min
G4 S180
M300 S400 P400」
で次に「M300」っていう「ブザーを鳴らす」
って言うところの命令の後に
一応3分ね、「Wait」休止を入れています。
その後、またブザーを鳴らすっていう指示になってます。
ちょっとブザーを鳴らして
「吹き飛ばす瞬間を見たい」っていう欲求のための指示なので、
必要ない人は、「;」を打つか消しちゃってください(笑)
「G90 ;Absolute positionning」
でもう一回「G90」で座標系を「絶対座標系」
「マシン原点から何ミリぐらいの場所に移動しますか」
っていうような座標系に変えます。
「G1 Y220 F5000」
まずは「Y」を220mmまでヘッド一番後ろまで下げます。
「G1 X108 F5000」
で 「X」を108mmまで、
ヘッドをプラットフォームの真ん中まで移動します。
「G1 Z20 F5000」
「Z20」高さ20までヘッド下ろします。
「G1 Y200 F1000」
「Y200」でちょっとだけ前に出す演出をします。
これは映えです。
「やるぞー」感を出すのにちょっとだけね前に出す感じです。
「G4 S3」
でそれから3秒休止、で休止した後に
「G1 Y0 F5000」
一気に「Y0」までヘッドを前にもってくるという形で
吹き飛ばすっていうような動作を実現しています。
「G28 ; Home all axes」
あとはねHome位置、000っていうXYZ 000に
ペットを戻します。
「M300 S400 P400」
でブザーを鳴らして
「;Heat-Platform
M140 S70
M105
M190 S70」
冷めてしまったプラットフォームをあっためて終了っていう感じ。
「;Custom_Doge-END」という形のプログラムというか
命令文になっています。
これを実行すると下がってちょっと前に出して休止して
で吹き飛ばすっていう感じな動きになります。

繰り返し命令コード
これだけだと吹き飛ばして終わりなので
次のプリントをするっていうところの命令も
どうするのかちょっとね説明します。

仕組みは簡単です。
「Ctrl+A」ですべてを選択してさっきのDogeプログラムの
後にDogeプログラムを追加する前の
印刷するプログラムをそのままコピー& ペーストする
という形になります。
「Ctrl+A」ですべて選択したら、Shiftを押しながら
矢印ボタン上を押すと選択部分の終わりをどこまでにするか
というところを微調整できます。
Dogeプログラムの上のところまで
選択してコピー&ペーストしてください。
Dogeプログラムがどこかわかんなくなっちゃうと思うので
「Ctrl+F」の検索で「Doge」っていうふうに検索すると
「Doge」の位置までワープすることができます。

「;Custom_Doge-END」っていうところの次にね今
コピー&ペーストしたプログラムがあるんですけど
一番最初のところから「LAYER:0」
っていう風に書いてある所までですね。

Crealityさんの3Dプリンターだと
プラットフォームの一番端っこ、一番左のところで
一番最初にラインとして捨てフィラメントとするんですけど
そのプログラムは繰り返しが不要なので
そこのプログラムだけ削除して保存してください。
あとはねSDカードに保存して
印刷すれば、もうこれで1回印刷して
「どげ」で吹き飛ばして、もう一回印刷する
っていうプログラムの完成です。
モデルによって微調整は必要!
で「どげ動作」のところの数値なんですけど
高さであったりとか、あと中心の位置
Xの位置とかは数字は、皆さんの印刷するモデルに合わせて
微調整してください。
個人的には吹き飛ばす位置はできるだけモデルの上気味が
いいかなというふうに思っています。
上気味でちょっとモデルを回転させながら
端っこから引き剥がすイメージがいいと思います。
微調整してチャレンジしてみてください。
あとね今回貼ってあるデータっていうのは
それ単体でもG-codeとして機能するので
「ただ単にどげ動作だけちょっと見てみたいぜ。」
っていう感じとか、
「ちょっとボーリング行ってみたいぜ。」
っていうだけでも、このまま
SDカードに書き込んで再生してもらえば
どげ動作が楽しめると思うのでぜひチャレンジしてみてください。
あとこれの応用でね。連続で横にスライドしながら長物とかを量産する
というサンプルプログラムというか
サンプルG-codeも貼っておきましたので
ぜひチャレンジしてみてください。

というところでね、今回はどげ量産でした。
じゃまた次回の記事でお会いしましょう。
バイバーイ
【Special Thanks】
どげの使用を快諾していただきました「きすみ」さん、本当にありがとうございました!
この記事を読んだ方にオススメの記事↓↓
真夏3か月で PLA 3Dプリント品 は生分解する?? // 3Dプリンター 観察日記
【無料!】3Dスキャナー アプリ Qlone / iPhone & android版
【3D Benchy】全部知ってるよね?見るべき形状10選 + 寸法17点はこれだ!



Spoot on with this write-up, I seriously ffeel this site needs a lot more attention. I’ll
probably be back again to read through more,thanks forr the
information!