
無理やりFLASHFORGEのAdventurer3でTPUを印刷するチャレンジ!
設定や方法コツのすべてをエンジニア歴10年の自分が、
わかったこと全部教えちゃいます。
ボーデン式でほかのEnder3とかのプリンターをお使いの方も
設定の方向性は同じなので参考になるはず!
意外といい設定が見つかったので3Dプリント品の出来栄えや方法も含めて
詳しく解説しちゃいます!
動画で確認したい方はコチラ↓↓
低価格3Dプリンター で無理やり柔らか TPU プリント!設定 /方法 /コツすべて //Adventurer3 FLASHFORGE
0.18ピッチで、ラフトありで出来上がったものを
油性サインペンで塗っただけ!
普通の塗装だと、歪めたときに割れてしまったりするので、
マッキーがおすすめです。

もくじ
ボーデン式プリンターってなに?
今回使う FLASHFORGEのAdventurer3はボーデン式という方式の3Dプリンターです。
CrealityのEnder3という海外でも多くのユーザーがいる3Dプリンターも
ボーデン式を採用していたりします。
FDM(樹脂を溶かして積層するタイプ)の3Dプリンターは
ボーデン式とダイレクト式との二種類があります。
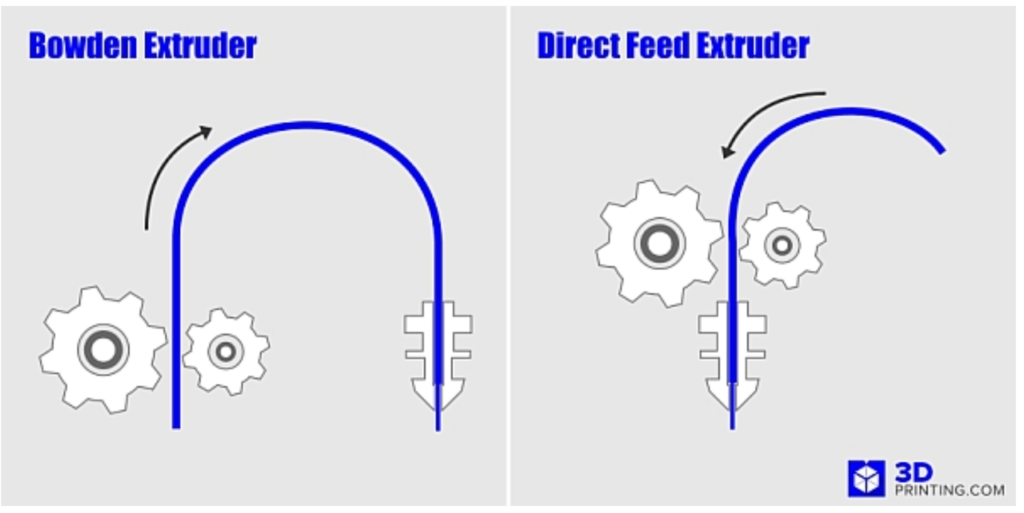
ダイレクト式とは、
プリンターヘッドに直接エクストルーダーが取り付けられている方式です。
ノズルとエクストルーダーの距離が短いです。
そのため、樹脂の選択の幅が広くていろいろな材料を選べます。
結構がっしりしたフレームが必要になるので、重くて大きさの割にプリントサイズは小さめになります。
ボーデン式とは、
プリンターのフレームにエクストルーダーが取り付けられています。
フィラメントは長いチューブを通ってプリンターヘッドに送り込まれます。
そのため、エクストルーダーからの力がうまく伝わらないやわらかい材料は
途中で座屈したり、詰まりやすくなる硬い樹脂の造形を苦手としています。
でも、コンパクトなプリンターがおおくて、
安めの3Dプリンターがつくれます!
それぞれメリットデメリットがあるので、ご自身に合った3Dプリンターを
探してみてください。
ということで、
ボーデン式のプリンターはTPUなどの極端にやわらかい樹脂は
基本的にプリントできません!
( FLASHFORGEさんも推奨してません! )
正直自分も、今回の企画でチャレンジするまで
「できないでしょ」って思ってました(笑)
今回成功する条件を見つけられたので、
Adventurer3をお使いの方はもちろん、Ender3などボーデン式のプリンターを
お使いの方はぜひ参考にしてみてください。
(自己責任で!(笑))
TPUの特徴

今回は500gのスプールを買ってみました。
3,980円(税込4,378円)(2021/11現在)
普段使っている材料の価格帯が3000円/1kgなので結構お高め。。
しかも、TPUフィラメントって湿度にかなり弱いです。
除湿剤とか必須ですね。
自分はこの構成で、プリント時は湿気らないようにしてます。

通常時のフィラメント管理+除湿についてはコチラを確認してください↓↓
一番おしゃれな 防湿庫! カメラ 3Dプリンター フィラメント 保管の決定版!!
パッケージを開けるとこんな感じ

中心に除湿剤がついてて優しい。
このままジップロックに湿度計といっしょに入れておくと安心ですね。
ちょっと光沢があって、やわらかめのゴムって感じでぷにぷにしてます!

プリント設定
まずは、ステージの上面にカプトンテープを貼ります。
カプトンテープとは、熱に強くて薄くて表面がつるつるのテープです。
TPUは食いつきが良すぎてステージから剝がせなくなってしまうので、
きれいに造形するためには必要です!
ちなみに一般的な設定でベンチの船を造形すると
ヘッドに樹脂が詰まって全然造形できませんでした!
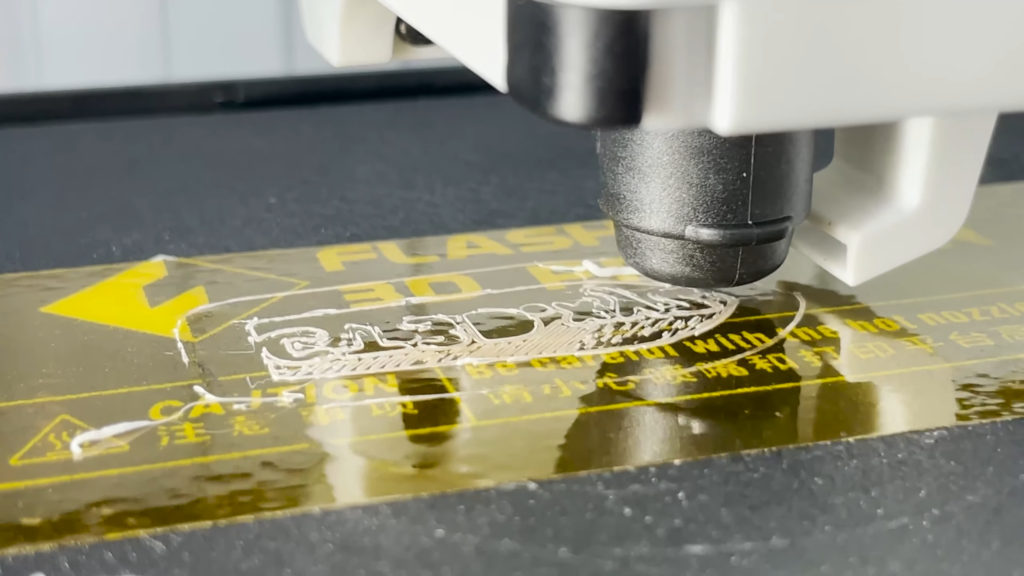
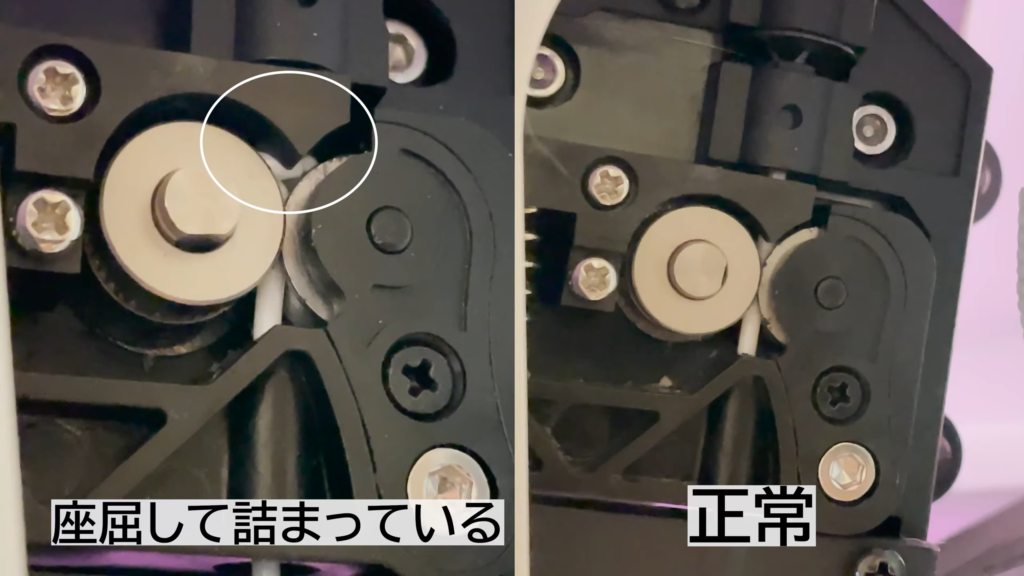
原因としては、ノズルのところの抵抗が大きくなってしまって、
エクストルーダーの直上で材料がクニッと座屈してしまってました!
(押し出しの力とノズルのところの抵抗力がけんかしている状態)
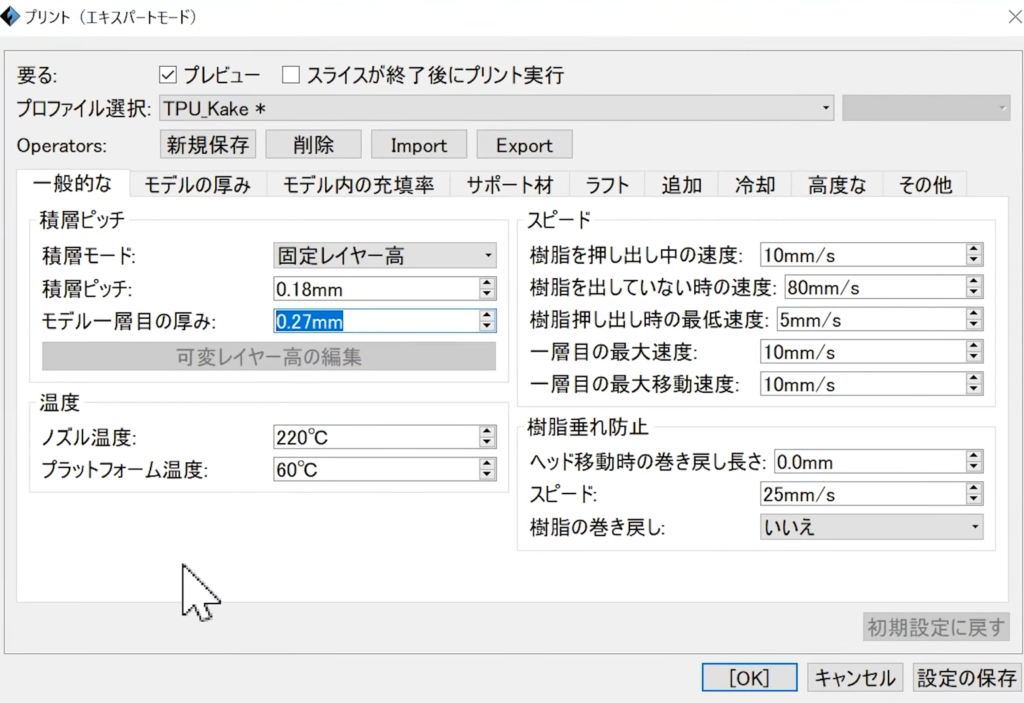
っということで、設定を変えてみました!
もし、これでもノズルが詰まるようでしたら
「モデル一層目の厚み」を0.2mmとかに変更してみてください。
温度はなるべく高い温度に設定しています。
なるべく、材料の抵抗を減らすためです!
スピードも早すぎるとノズルのところの抵抗が上がっちゃうので、低め設定です。
「樹脂の巻き戻し」については「いいえ」です。
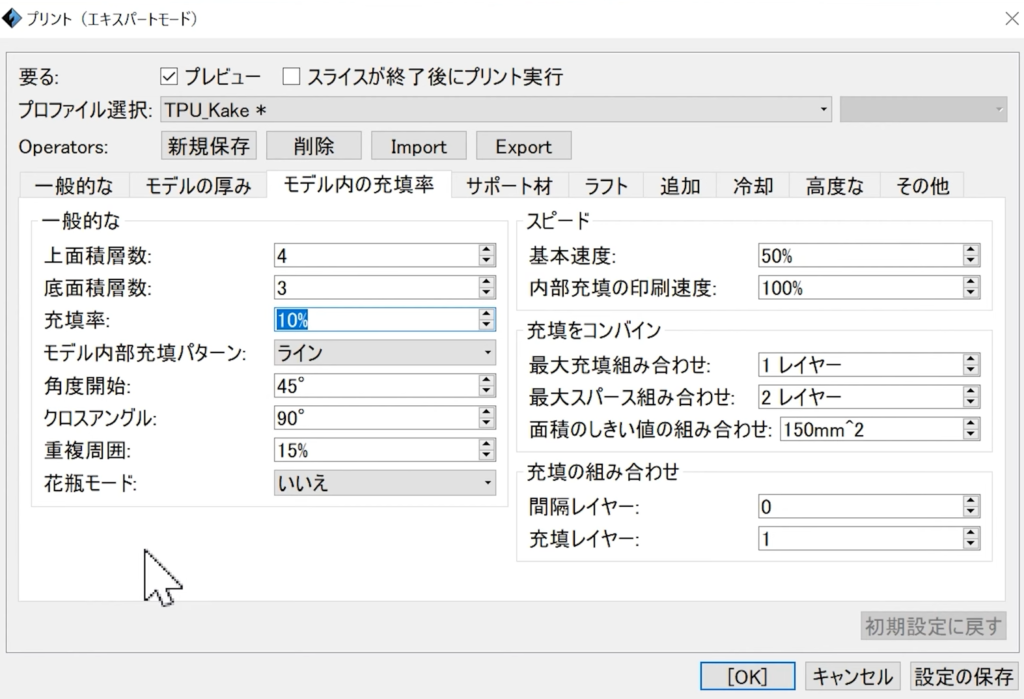
「充填率」は「10%」にしてください。
15%だとTPUの良さであるやわらかさが出なかったです。
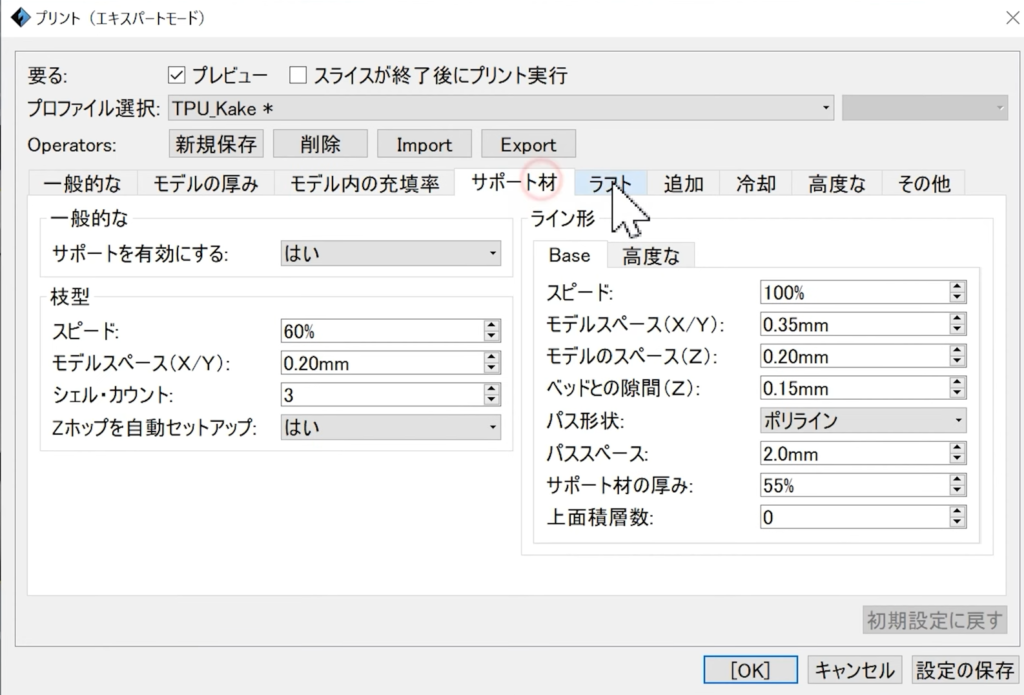
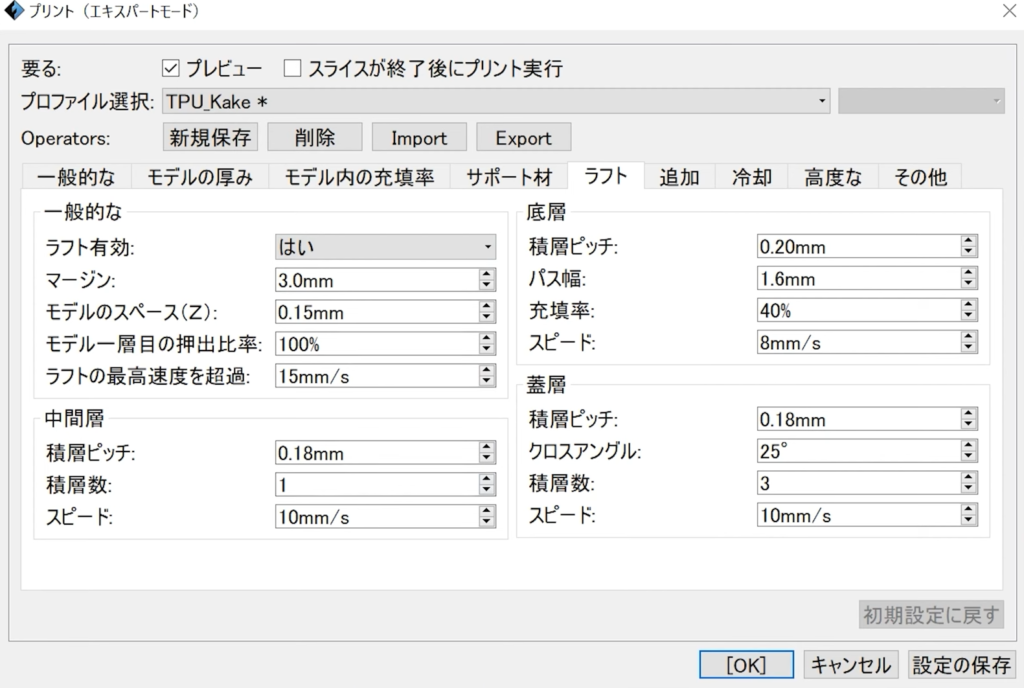
ラフトはあってもなくてもって感じですが、自分はありでやりました。
ラフトの分も材料を送り出さないといけないので、
ラフトの積層ピッチをなるべく0.18~0.2mmとかで設定してください。
スピードもなるべく下げてください。
今回モルカーを造形しているときも、2回ラフト部分で詰まりました(笑)
材料が詰まったときは、
造形を止めて、「樹脂交換」で詰まりを除いて、
根気強くラフトがぬけるまでは、見守りつつ都度対応してあげてください!
どうしても、詰まってしまう場合は
ヘッドとステージのクリアランスを
普段PLAを造形するときの設定よりも0.1~0.2mm離して
設定してみてください!
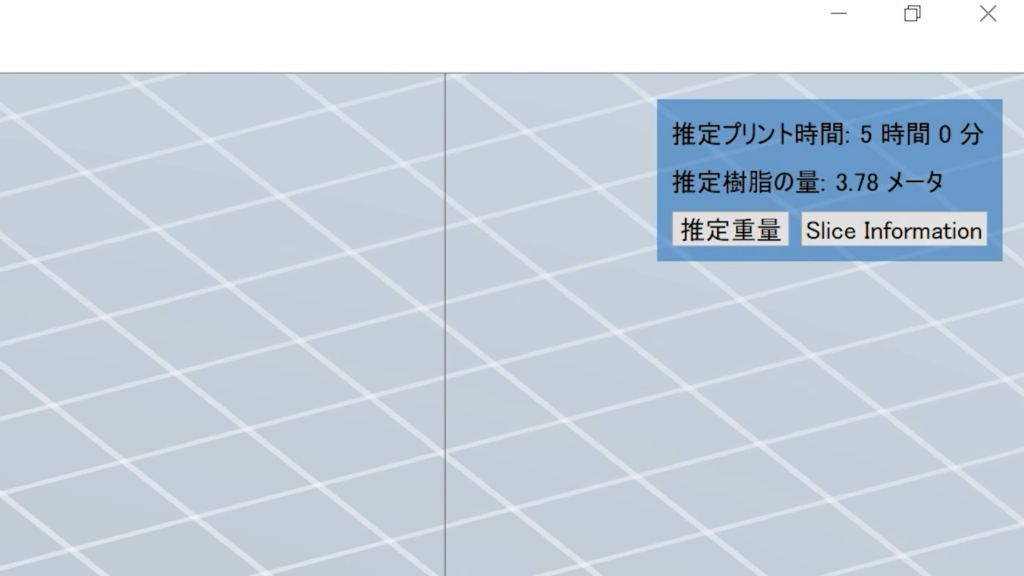
造形時間
TPUを造形するときの注意点です!
PLAで造形したときに1時間50分くらいでできた同じモデルを
同じ積層ピッチで
TPUで造形するときの推定プリント時間が5時間でした(笑)
ゆっくり押し出してる分時間がどうしてもかかります。
時間に余裕をもって造形にチャレンジしましょう!
プリント品質

まずは有名な船のモデル
結構きれいにプリントできているんじゃないでしょうか。
若干糸引きはあるのですが、自分的には合格だと思います。

裏面の文字は造形できてないですね。
押すとちゃんと凹んで戻ります!


ソフトビニール人形みたいな感触です。

糸引きの部分ははさみとかニッパーできれいにしてあげれば、
何とかなる範囲かなって感じです。
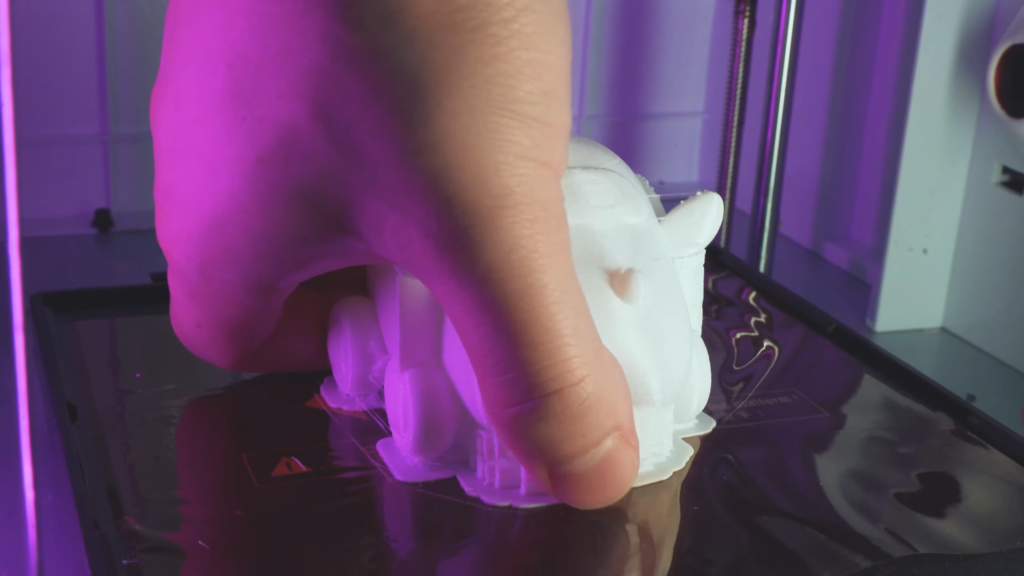
ソフビのモルカー!

モデルはコチラ↓↓
https://drive.google.com/file/d/1H2ZW3zOvr-zgjFMwskRjll8pIsurhlvj/view
なんと、造形に22時間かかりました(笑)
ラフトつきで造形しました。
かなり、ステージから剝がすのに苦労しました!
途中壊れるんじゃないかというくらい変形しました。。
下に敷いているカプトンテープごと剥がす感じです。
ラフトもとっても剥がしづらいです。。
カッターとかで切りながら剥がしてください!
丁寧にカットしないと自分みたいに穴をあけてしまいます(笑)

ラフトさえとれればサポートは手で剥がせます。
糸が引いているところも同様に手やカッターで除去してください。

PLAなどの場合はライターなどで焼くときれいに溶けて
糸引きがなじむのですが、
TPUの場合は、黒く変色します!
やらないことをおすすめします。
色はマッキーで塗りました。
塗るときは、手についた色が別のところに色がうつっちゃうので注意しましょう。
また、積層痕で毛細管現象が起きて色がにじむので
ちょっとずつ塗り進めるといいと思います。


下面はサポート材がきれいには取れないので、結構ギザギザしちゃってます。


ぜひ、かわいいソフトビニールのモルカー人形を
力試しに作ってみてください!
おすすめの記事↓↓
最強の Ender 3 現る!全てを詰め込んだ S1 vs Ender 3 Proとも比較




1 Response
[…] 低価格3Dプリンター で無理やり柔らか TPU プリント! […]